Efficiency That Never Threatens Uptime
Cleanrooms, compressed air, and process cooling engineered to use less while protecting yield, uptime, and classification. EM3 finds the energy your validated environment does not need, then proves it.
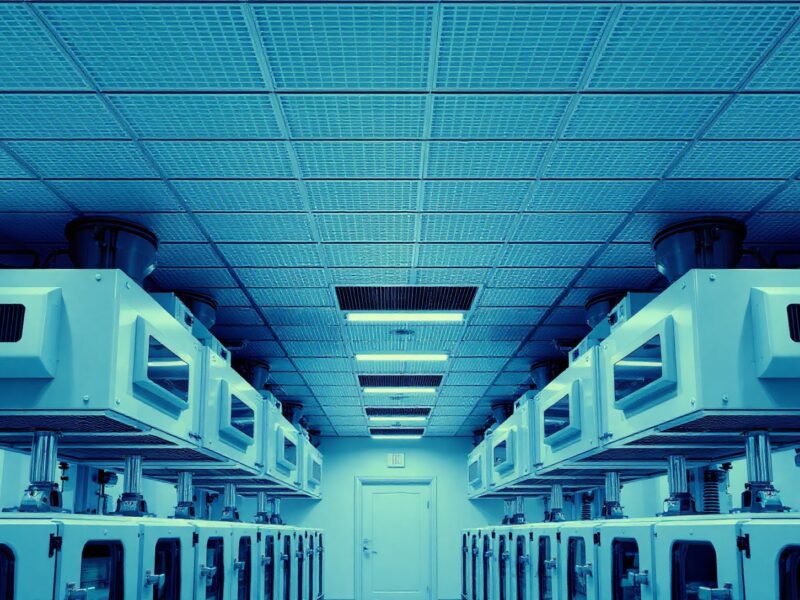
Where The Energy Really Goes
The loads that dominate device and biologics plants are large, continuous, and far more controllable than most sites assume.
Sources: ISPE, US DOE, AdvaMed, Huarong Group
The Pressures On Every Validated Site
We hear the same six tensions on almost every device and biologics campus we walk.
Classification used to freeze every setpoint
ISO 14644 gets quoted as a blanket reason never to touch air change rates, pressures, or schedules. The standard sets particle limits, not airflows, but without evidence nobody wants to be the one who signed the change.
Compressed air treated as free
Air feeds moulding, assembly tools, and instrument loops around the clock, yet few sites meter it. Generation typically consumes 8 to 10 units of electricity per unit of useful air energy, and leaks commonly waste 20 to 30% of output.
Moulding halls cooled inefficiently
Cooling typically takes 70 to 85% of the injection moulding cycle, so chilled water temperature, tool cooling, and chiller control set both your energy cost and your throughput. Most halls run colder than the process needs.
Sterilisation capacity run regardless of schedule
Autoclaves are kept hot and cycles run part-loaded because the planning system never sees the energy cost. Each steam steriliser cycle can consume on the order of 50 kWh of heat, so idle and half-empty runs add up fast.
No optimisation window in a 24/7 plant
Uptime expectations block the shutdowns that conventional retrofit projects assume. Energy work on a validated site has to be staged, proven on one system first, and delivered with the plant running.
Corporate targets landing on sites with no headroom
Scope 1 and 2 commitments arrive from group level while site engineering teams are already stretched keeping production moving. The gap between the target and the resource is where programmes stall.
What We Engineer In Your Plant
These are the sub-systems where the savings sit at device and biologics sites. We work on all of them with classification, yield, and uptime as fixed constraints.
Cleanroom air handling and ACH optimisation
We review measured air change rates against ISO 14644 class and your own monitoring data, then design occupancy-based and at-rest setbacks with proven recovery times.
Compressed air generation and distribution
We run ultrasonic leak surveys during production, optimise pressure bands stepwise, sequence compressors properly, and fit zero-loss drains.
Process cooling and chilled water plant
We raise chilled water setpoints to what the process actually needs, extend free cooling hours, and track chiller performance in kW per tonne.
Injection moulding cooling
We optimise tool cooling circuits and chilled water supply so the 70 to 85% of cycle time spent cooling costs less in both energy and throughput.
Sterilisation systems
We optimise autoclave loading and batch scheduling, insulate chambers and jackets, recover condensate and blowdown heat, and tune the support utilities behind EtO routes.
HVAC heat recovery
We recover heat from exhaust air streams and compressor cooling circuits to offset reheat coils and hot water demand instead of buying that heat twice.
Dehumidification and humidity control
We tighten dewpoint control and widen deadbands so air is no longer overcooled for moisture removal and then reheated to setpoint.
Biotech clean utilities and cold storage
We optimise WFI, clean steam, and CIP and SIP cycles, and target the near-constant loads in lyophilisation and minus 20 and minus 80 storage where heat recovery potential is strong.
How EM3 Helps
Three service pillars, each shaped around classification and uptime constraints.
Energy Audits & Compliance
Site energy audits built around your classification and uptime constraints, from cleanroom HVAC to compressed air and sterilisation. We deliver a costed register of opportunities plus the ISO 50001, SI 426, and ESOS coverage your compliance calendar demands.
Design & Projects
Cooling, compressed air, and heat recovery projects engineered for validated environments and delivered through your change control. We stage works around production, prove each step on one system first, and hand QA the evidence pack.
Energy Management & Intelligence
Continuous monitoring and targeting that catches drift before it costs: creeping air leakage, ACH setpoints quietly overridden, chillers losing efficiency. Sub-metered data, EnPIs that survive audits, and savings verified to IPMVP.

How The Work Gets Done
Every engagement follows the same engineering discipline, whatever the sector.
Audit
Instrumented, engineering-led, and baselined against your production data.
Roadmap
A costed, sequenced register of measures your board can fund in steps.
Delivery
Designed and delivered around production, never in spite of it.
Verify
Savings measured against the baseline and verified to IPMVP.
Results With Classification Intact
Anonymised, engineering-led results from validated manufacturing environments, every saving verified to IPMVP.
 21%cleanroom HVAC energy reduction, verified to IPMVPMedical devices
21%cleanroom HVAC energy reduction, verified to IPMVPMedical devicesHow a medical device campus cut cleanroom HVAC energy by 21% with classification intact
A medical device campus running injection moulding, assembly, and packaging across ISO 7 and ISO 8 cleanrooms asked EM3 to find energy…
 24%compressed air energy reductionBiotechnology
24%compressed air energy reductionBiotechnologyHow a biologics fill-finish site cut compressed air energy by 24%
A biologics fill-finish site running compressed air continuously for process, instrument, and packaging duty asked EM3 to cut the cost of its…
Regulation As A Roadmap
The standards that constrain your plant also define exactly where the credible savings sit. We treat each one as a design envelope, not a reason to do nothing.
ISO 14644
Defines cleanroom classification by particle concentration, not by airflow. EM3 engineers setback strategies inside that envelope, with the particle and recovery-time evidence to prove class is held at every operating state.
ISO 13485 context
Device quality management expects controlled, documented change. We deliver every energy measure through your change control, with the impact assessments and records your auditors expect to see.
ISO 50001
The energy management standard that turns one-off projects into a system. We build EnMS structures with EnPIs and a live register of opportunities, so certification drives savings instead of paperwork.
CSRD
Corporate sustainability reporting demands audit-grade energy and emissions data from every site. Sub-metering and structured monitoring give your group numbers that stand up to assurance.
SI 426 (Ireland)
Mandatory energy audits for large enterprises. We deliver the audit so it doubles as your costed savings pipeline, not a shelf document.
ESOS (UK)
The UK audit obligation, handled the same way: full compliance plus an engineering-grade action plan your board can actually fund.
The Engineers Behind The Numbers
Your first conversation is with our commercial team. Delivery is by engineers who spend their working lives inside validated plants like yours.

Daniele Dominguez
Commercial Director
Senior Energy Engineer, Cleanroom Utilities
Owns ACH reviews, AHU scheduling, and setback design, with the monitoring evidence QA needs to sign.
Lead Engineer, Compressed Air & Process Cooling
Owns leak programmes, pressure optimisation, chiller and free cooling projects across moulding and utilities.
Energy Management Consultant, Monitoring & Targeting
Owns sub-metering design, EnPIs, M&T routines, and IPMVP verification of every claimed saving.
Go Deeper On Cleanroom Energy
Guides, case studies, and field notes written for the engineers who run validated plants.
 Guide
GuideThe cleanroom energy guide
Cleanroom HVAC is commonly the single largest energy end-use at device and biologics plants, with published studies putting it at…
 Article
ArticleWhy compressed air is your most expensive utility
 Article
ArticleSetback strategies for classified areas
Common questions from medical devices & biotechnology teams
Can air change rates be reduced in an ISO-classified room?
Yes, in most cases. ISO 14644 defines particle concentration limits, not fixed air change rates, and many ISO 7 and ISO 8 rooms run well above what their own monitoring data justifies. We review measured ACH against class and contamination risk, trial reductions room by room with particle counting, prove recovery times, and document every step through your change control. Classification is maintained throughout; the evidence pack is what makes QA comfortable.
What does a compressed air leak survey involve?
An ultrasonic survey of the full distribution system during normal production, so nothing stops. Each leak is tagged, photographed, sized, and logged with a repair priority and an estimated cost per year. We then quantify total leakage against generation, commonly 20 to 30% of compressor output, and sequence repairs so the biggest losses go first. The survey typically pays for itself within months, and a repeat cycle keeps leakage from creeping back.
How do you work around 24/7 production?
Most of our work needs no downtime at all. Surveys, sub-metering, monitoring, and control changes happen with the plant running, and physical works are planned into your existing maintenance windows and at-rest periods. Where a changeover carries any risk to supply, we stage it, prove it on one system first, and keep a tested fallback ready. Across validated sites we have delivered full programmes without a single unplanned interruption.